I have been fortunate to have spent the majority of my career focused on metal additive manufacturing. I first got involved with the technology in 2005, working for a small contract manufacturer providing healthcare solutions that leveraged the advantages of additive manufacturing. It was an exciting time; there was no roadmap for establishing a legitimate AM manufacturing process and it took some time to find the appropriate applications for the technology.
This article will explore how the use of metal AM has changed in the last 15 years, and why now is a good time to re-evaluate the business case for using metal AM for many applications.
History in a nutshell
By now we are all aware of many of the advantages of metal AM- weight reduction, part consolidation, lattice structures, topology optimization, and customization to name a few.
Fifteen years ago, there were also some distinct disadvantages of choosing additive manufacturing as the method of production. There was the risk and unknown of embracing an emerging and relatively unknown technology. Material selection was also quite limited.
Scalability was also a concern; a single machine was limited to making 100’s of part per year. Industries needing mass production of 100,000 or millions of parts per year were automatically excluded as potential applications.
Cost of metal additive manufacturing in 2005
The overwhelming disadvantage of metal additive manufacturing in 2005 was the cost. For a relatively automated process, the burden of labor was high and powdered materials were often priced at 10X the cost of wrought or cast material.
On top of these costs, there is a significant capital investment cost associated with purchasing a metal additive manufacturing system. The figure below illustrates a rule of thumb typically used to describe the cost breakdown of additively manufacturing a metal component. Over half of the cost is associated with the cost of the system utilized to manufacture the part. The equipment costs for some components can often exceed 80%.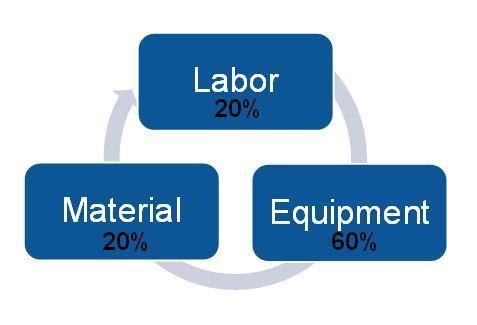
Source: https://www.carpentertechnology.com/en/alloy-techzone/technical-information/technical-articles/controlling-metal-powder-costs/
In 2005, it was difficult to find applications where the significant increase in production costs was justifiable. Many organizations embraced metal additive manufacturing, but it was marketed as an expensive, niche manufacturing method best utilized to produce complicated and ‘premium’ products to rationalize the excessive manufacturing costs.
The equipment cost associated with a metal additive manufacturing is primarily related to the number of components you are able to manufacture in a given time period. The cost of having an AM system on your manufacturing floor is essentially a fixed cost. The only way to reduce the equipment portion of an AM part is to produce more parts with that system.
To increase the number of parts you print you need to make your system faster, ánd you need to utilize your system as much as possible.
The cost of metal additive manufacturing today
A lot has changed in the metal additive manufacturing industry in the last 15 years. One of the major developments has been larger systems capable producing parts with nearly 4X larger than of some of the original metal additive manufacturing systems available on the market.
To accomplish this task AM system manufactures had to make some significant changes to the initial AM systems. As a consequence, these advances in metal additive manufacturing technology have had a significant impact on the cost and scalability of metal additive manufacturing.
A combination of technological improvements has resulted in a nearly 5X increase in equipment throughput. This increased throughput does come at an increased equipment cost, but not at the same scale of the productivity increase. The end result is that the cost of additively manufacturing a part today typically costs 50% of what it did in the early days of metal additive manufacturing.
Technological improvements in metal additive manufacturing
In my opinion, there are three major improvements in metal additive manufacturing equipment over the last 15 years worth mentioning.
Additional Lasers
Lasers and the optical scanning systems necessary to manage them are a significant part of the cost of a metal additive manufacturing system; roughly 30% of the cost of a single laser system. In most application, adding additional lasers to an AM system can increase the productivity of the equipment by approximately 70%. Today, many systems utilize up to four lasers.
The figure below plots the increase in productivity and system costs as a function of additional lasers in an AM system. The benefits of additional lasers far outweigh the additional costs.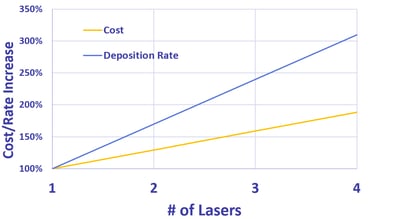
Advanced Optics
One of the limitations with the original metal additive manufacturing systems was the utilization of an f-theta lens. The f-theta lens is actually an assembly of lenses that adjusts the focal length of the laser power source in relation to the scanning location of the beam. This is a requirement for proper processing at the extremities of the build area. Unfortunately, it is difficult to manufacture f-theta lenses with sufficient precision beyond a scan area of approximately 275mm2. When utilizing an f-theta lens the beam diameter is uniform across the entire build platform.
To accommodate the need for larger print areas, the f-theta lens was abandoned in favor of a dynamic focusing lens. This allows the system to adjust beam diameter as a function of location and increased the functional scan area to approximately 500mm2.
Although a necessary improvement for large part production, the dynamic focusing lens also introduced the possibility of beam diameter (and consequently energy density) as a process variable. This new functionality allows adjustments in energy input to optimize both part precision and productivity. In many cases this can result in a 30% increase in productivity while still maintaining the necessary dimensional accuracy.
Automation
One of the major issues with original metal AM equipment was system uptime and overall equipment effectiveness (OEE). There are several methods of understanding this metric; all of which make different assumptions. However, in my experience in the early days of metal additive manufacturing, an OEE of 75% would be generous. This has improved significantly in the last 15 years. However, most systems still require manual intervention and interaction with the system between each production run.
Improvements have decreased this time to a couple of hours of labor. It is not necessarily the time required to prepare the system for the next build that has an impact on OEE, but rather the time the system is potentially sitting idle, waiting for the turn-over to occur. To maximize OEE with a typical system the manufacture either must run a 24/7 operation or try to schedule builds to finish during typical working hours. A reasonable ceiling of approximately 85% OEE can be obtain in this situation.
The key to overcoming this barrier is to add automation to the system allowing the initiation of another build without human intervention. The Additive Industries MetalFAB1 accomplishes this by adding an additional printing module to the system. With the additional printing core, an OEE of nearly 95% is achievable.
From expensive and niche to scalable and cost competitive
The combination of these three technological advancements have transitioned metal additive manufacturing from an expensive niche production method to a manufacturing method that can produce 1,000-10,000 on a single system at costs much lower than many typically associate with metal additive manufacturing. In the past the conversation was always centered around AM’s ability to be competitive with ‘Traditional’ and ‘Conventional’ manufacturing methods.
15 years later, I think advances in productivity and reductions in manufacturing costs justify regarding as another type of conventional manufacturing, high cost, specialize manufacturing method reserved for complex parts. I presented a more detailed case-study focused on a common AM medical device applicated at the 2020 Additive World Conference. You can watch a video recording of that presentation below.